| 惰性气体的保持率及其充气方法 |
点击:23228次 |
|
| 作者:加拿大联合太平洋有限公司 penster |
1 引 言
近年来,许多新一代节能性能好的中空玻璃相继问世。这些中空窗使用了许多旨在改善中空玻璃热性能的技术, 如LOW-E玻璃,氩气和暖边间隔条。但值得注意的是,现有的用于检测中空玻璃耐久性的标准并没有将此列为检测的内容。
中空玻璃内充惰性气体本身对中空玻璃行业和一些从事中空玻璃耐久性研究的研究人员提出了挑战。测定中空玻璃内的惰性气体的浓度对评估中空玻璃内使用胶的整体性能是首先要解决的问题。此外还必须解决如何来测定中空玻璃在加速老化试验前后的惰性气体浓度的变化问题,这一点与中空玻璃的密封寿命有关。
本文旨在叙述总结欧美测定中空玻璃内惰性气体氩气浓度的几种方法,并对节能窗密封寿命的若干检测结果进行解释。本文所介绍的检验结果以加拿大国家研究中心发表的NRCC-38769
技术报告为主要参考内容。
2 测定中空玻璃耐久性的标准方法
用于测定传统中空玻璃耐久性的标准 (DIN1984, BSI1979,ASTM1993, CGSB19900)业已存在 。各个国家的国家标准通常包括测定加速老化试验前后的露点。加速老化试验的内容通常包括大气循环和高湿暴露两方面。此外,还包括测定因紫外线照射引起有机胶挥发性雾化试验。 2.1 大气循环试验
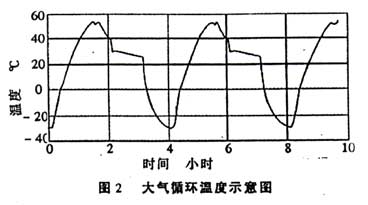
在大气循环试验中,将送检的中空玻璃样品悬挂在架子上,一面朝向为实验室环境(见图1),另一面面临-32℃~-53℃的温度,在温度循环的下降阶段,用水浇淋降温。一个循环为4
个小时(见图2),整个试验为320个循环。
 图片附件:t1.jpg 7.3K 图片附件:t1.jpg 7.3K

图片附件:t2.jpg 11.58K

2.2 高湿试验
送检的中空玻璃放在密封箱里。箱内相对湿度为100%,温度在22℃-52℃之间变化, 每个循环为3小时,共计224循环(见图3、图4)。[att]65][/att]
图片附件:t4.jpg 7.8K

2.3 紫外线照射试验在暴露在紫外线的条件下,中空玻璃内的有机成分(如密封胶)可能释放出挥发气体,当气体冷凝在冷玻璃表面时,就可能形成一层影响玻璃可视度的薄薄的油膜。在挥发雾化试验中,送检的中空玻璃受紫外线太阳灯的照射为时7天,温度保持在60℃(见图5)。试验中,挥发物集中在中空玻璃与冷盘接触的一面。试验结束时,中空玻璃放到观测箱内观测是否有沉淀物产生。
图片附件:t5.jpg 8.99K

当中空玻璃生产厂家生产中使用某种新材料包括密封胶、干燥剂或间隔条时,就须对中空玻璃进行检测。
测定中空玻璃露点的温度(按大气循环和高湿标准试验得出试验前后的露点,但此检测不包括紫外线照射)对判断中空玻璃密封胶的整体性和干燥剂吸收由生产密封在中空玻璃密封层内残余湿度的能力给出一个很好的指标。这些试验本身也可用于检验中空玻璃的生产过程,并可用来作为质量保证的手段。
3 惰性气体的充气方法
中空玻璃的惰性气体的充气方法通常采用有两种:真空箱法和气体置换法。
3.1 真空箱法
使用真空箱法时,首先将中空玻璃放入箱内里,再将箱内气体抽出,然后在向箱内充回惰性气体如氩气。氩气充填的多少取决于真空箱里达到的真空程度,以及充惰性气体的时间。
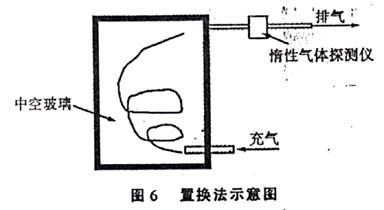
3.2 空气置换方法
使用空气置换法时,在中空玻璃间隔条的同一侧穿两个孔,分别接近上下间隔条的位置。下孔用来往中空玻璃内充如惰性气体,上孔用来将所要置换的空气排出。经过若干时间后(具体时间长短取决于中空玻璃规格的大小,空气层的宽度,以及向内充入惰性气体的速度),位于排气孔附近的惰性气体探测器自动切断向中空玻璃内充气的阀门。
无论采用这两种方法中的哪一种,都存在着中空玻璃内所充氩气不足的可能性,表现为所充的惰性气体低于100%。通常在正常充气时所充惰性气体的水平应达到95%到98%。但是对所充惰性气体的中空玻璃大量取样结果却显示,一些中空玻璃内的氩气惰性气体仅仅达到50%甚至更低。造成所充氩气如此低的原因有许多,诸如充氩气的速度,排气孔和充气孔的位置,以及充气的时间长短。在这些情况下,如果没有适当的方法检测出中空玻璃内的氩气浓度的话,几乎不可能查出向中空玻璃内充气不足。
4 评价中空玻璃的惰性气体泄漏或保有率的若干方法
为保持由惰性气体所带来中空玻璃热传导性的改进不变,就必须设法保证氩气在中空玻璃寿命期间始终存在于中空玻璃内。因此,检测中空玻璃惰性气体泄漏率的不同的方法相继出现,但共同的原理是收集从中空玻璃内跑掉的氩气分子,或取样中空玻璃内稀释的氩气分子,然后对气体进行分析计算。但这些方法本身内在具有不定性,使得所得的结果可靠性令人质疑。另一些方法十分昂贵,因而不能在实践中大量使用。
本文在此对几种有代表性的方法作一简单介绍。
4.1 漏气收集箱法(德国标准)
图片附件:t6.jpg 8.83K

图片附件:t7.jpg 7.7K

将中空玻璃边缘嵌入收集箱内,并留出狭窄的空隙(见图7)。然后向空隙内充氦气以除去空气。将漏气收集箱密封好并使其保持气密4个小时。该方法的工作原理是任何从中空玻璃内跑掉的氩气都会被收集在密封箱的空隙层内。然后空隙层又充入氦气,不同的惰性气体混合进入空隙内。接下来使用气体色谱法将混合惰性气体进行分离分析。
如果收集到的混合惰性气体中有氩气则表示中空玻璃中内有氩气向外泄漏。将所收集到的氩气折算成氩气的年平均泄漏量。该折算假定氩气泄漏率在中空玻璃使用寿命期间内不变。但这种假定本身就有一个缺陷,因为氩气的泄漏率取决于中空玻璃空气层内的氩气与外部氩气的局部压强差,而局部压强差是随时间推移而递减的。初期氩气的泄漏速度较高,但随着局部压强差的减少氩气的泄漏速度放慢。此外,如果收集箱气密不好,任何从空气中进入收集箱内的氩气也会被当作从中空玻璃内泄漏出的氩气。可见,该方法对收集箱的密封程度提出很高的要求,必须使其不受周围环境的影响。为使这些可能出现的问题对该检测方法的准确性影响最小,人们对漏气收集箱法做了些改进。
4.2 改进漏气收集箱法(气体箱法)
使用该种方法时,将中空玻璃完全放入一个气密箱内。在测试开始时首先测定并记录密封箱内氩气的浓度。正常情况下,空气中的氩气浓度为1%。如果箱内的氩气高出开始测定的浓度水平,都可认定为是从中空玻璃内跑出来的。与上述漏箱收集法类似,使用该方法测定的氩气浓度变化后再将其折算成氩气的年泄漏率。由于使用气体色谱法探测出氩气浓度的微小变化难度是相当大,使用该方法测定的时间通常为2到4周。
上述两种方法存在共同问题是试验时间过短。从中空玻璃内收集到的稀释氩气出现任何误差都要乘一个系数大约为2,000(漏箱收集法)或大约14(改进漏箱收集法),具体取决于测试的时间长短。因为这两种方法的高度不确定性,有必要找出一种替代方法(本文后面将介绍)。
4.3 喇曼分光镜检测法
该种方法建立在氧气和氮气对喇曼敏感性的基础上。当激光的波长达到透过玻璃的最大波长并入射到内充气体的中空玻璃时,空气层内的氮气和氧气分子被激活,结果导致激光的频率变化。激光的频率变化是可测量的。信号的振幅与各种气体的浓度成正比。虽然氩气对喇曼不敏感,但其浓度的大小可以通过逆运算求出。具体作法是,在加速大气循环试验的前后分别测量出中空玻璃内的氧气和氮气的浓度变化,然后推算出该充惰性气体的中空玻璃对氩气的保持能力。
使用喇曼分光检测法要求操作人员技术相当熟练,环境无任何震动影响激光发射。可见,喇曼法作为常规检验法来使用成本是非常高的。此外,由于该方法不是直接测量氩气的浓度,很可能结果是不准确的。使用这种方法只检查出氧气和氮气,但除此之外空气层内还有对喇曼法不敏感的其他气体如氪气和氖气等等。
4.4 惰性气体提取分析法
直接从中空玻璃的空气层内提取惰性气体样品的方法是将针头插入中空玻璃的边缘密封内抽出混合惰性气体样品。然后对样品用定氧分析法(但最好用气体色谱法)进行分析。由于用这种方法检验破坏了中空玻璃边缘密封的整体性,因此不建议使用该方法来具体检测在大气循环试验前后的同一中空玻璃以测定该中空玻璃的惰性气体的损失程度。
4.5 柱中色层分离法
上述介绍的目前使用测定中空玻璃内的氩气浓度方法,不是方法复杂,就是不准确或者是试验方法昂贵。这作为国家标准来说显然是不行的。作为国家标准检测方法必须同时满足简便、准确和经济性三个方面。
新方法的基本原理是使用气体色谱法(GC)来将中空玻璃空气层内的混合气体分离开。例如,一个内充氩气的中空玻璃,其混合气体的主要成分是氧气、氮气和氩气。使用该方法将这些不同气体分离开时,需使用一个10米或10米以上的长圆柱,在低于室内温度的条件下操作。
选择用于气体色谱法的圆柱应该考虑其用途及所要分析的混合气体成分。如果是中空玻璃的话,则适合采用内填充分子筛或其他多气孔的聚合物的长柱。在实践中人们使用市场上容易获得的内填充多气孔聚合物的10米长的柱。在试验过程中,首先出现的是氮气(分子量28),接着是氧气(分子量32),最后出现的是氩气(原子量39.9)。为能够分离所有气体并使结果可靠,整个分离过程是在-30℃条件下进行的。图9表示氩气75%和25%空气的混合气体的气体色谱图。
图片附件:t8.jpg 7.57K

图片附件:t9.jpg 8.7K

5 结果准确性的探讨
使用气体色谱法的准确性最主要取决于该方法校准用的气体及其纯度。日常使用气体色谱法来校准应采用合乎标准的高品质的气体。例如,当使用纯度为90%的氩气来校准时,必须保证其纯度为90±0.001%。在使用两个不同纯度的氩气(比如10%和95%)校准后,再使用纯度50%的氩气用气体色谱法来校准,以确保气体色谱法在整个测定区间的结果准确性。
一般地说,当氩气的浓度在10%到95%之间,使用气体色谱法分析所得到的数据的精确度在±0.1%。
6 惰性气体的取样
如前所述,从中空玻璃内惰性气体抽样可使带有用纤细针头的气密的针管来进行。抽样时主要考虑的问题是加速老化试验的前后分别在相同中空玻璃惰性气体取样如何保证不影响该中空玻璃的边缘密封不受到任何影响。
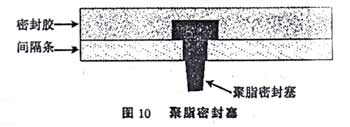
中空玻璃充填氩气正常生产时在中空玻璃的间隔框扎穿两个孔。通常这两个孔要用聚合物塞堵住以保证边缘密封。为从中空玻璃内的惰性气体取样而不影响中空玻璃的密封,在已经扎穿两孔的间隔框中的一个孔用聚合物间隔密封塞封住(见图10)。所使用的密封塞应与制作中空玻璃的包括密封胶在内的其他配件兼容。此外,该密封塞必需具有“自痊愈”的特点以使操作人员能反复使用而不导致气体经此途径跑掉。密封塞的材料为热塑橡胶是三元乙丙(EPDM)和聚乙烯的化合物。 为进一步确保密封塞不会导致气体的泄漏,还要对每一个抽样的中空玻璃作浸热水试验。将中空玻璃放入水温保持在60℃的丙烯酸透明水漕里5分钟,观察在针孔附近是否有连续的水泡产生。
图片附件:t10.jpg 8.1K

对150个由不同厂家提供的不同结构的中空玻璃进行浸热水试验结果显示任何一个“自痊愈”间隔密封塞都没有漏气现象。此外结果也显示在加速老化试验后出现惰性气体大量泄漏情况的一些中空玻璃在边缘密封或插角连接处有针眼。
7 试验结果
使用大气循环、高湿和挥发气体(雾)试验对大量的中空玻璃的密封耐久性进行测定。在试验前后(除紫外线试验外)分别对中空玻璃空气层内的混合气体的露点温度进行测定。此外,还分别对试验前后的氩气浓度进行测量。
表1至表3列出了送检的中空玻璃结果。这些送检中空玻璃由不同厂家制作,尽可能地覆盖目前行业中广泛使用的各种密封胶和间隔条。
8 讨 论
8.1 加速老化试验代表5年的使用寿命
假定中空玻璃的加速老化试验代表5年的实际使用寿命。如果该假定成立的话,则试验后5%氩气泄漏率是合理的(5%表示氩气年泄漏率为1%)。再假定中空玻璃的使用寿命或保质期为20年,1%的氩气年泄漏率可保证中空玻璃空气层内填充的氩气20年泄漏的氩气不超过20%。
表1至表3显示(1) 送检中空玻璃所填充的惰性气体水平是不相同的;(2)初始氩气水平低加速老化试验后的氩气浓度接近0%;(3)初始氩气水平低但加速老化试验后的氩气水平接近初始氩气水平;(4)不同结构的中空玻璃试验后气体的泄漏程度也是不同的。 表1 大气循环试验结果 氩气泄露率
| 样品描述 |
检测前氩气 |
检测后氩气 |
氩气泄露率 |
初始露点 |
检测后露点 |
| 铝箔复合式胶条 |
% |
% |
% |
0C |
0C |
| 1 |
97.3 |
0.3 |
97 |
-40 |
-20 |
| 2 |
46.6 |
46.3 |
0.3 |
-35 |
-55 |
| 3 |
93.6 |
破裂 |
- |
-40 |
室温 |
| 4 |
69.4 |
0.3 |
69.1 |
-40 |
-25 |
| 5 |
97.9 |
97.5 |
0.4 |
-40 |
-60 |
| 6 |
98.1 |
96.6 |
1.5 |
-40 |
-60 |
| 聚硫胶与聚异丁烯胶 双道密封 |
| 1 |
90.9 |
62.9 |
28.0 |
<-70 |
〈-70 |
| 2 |
93.9 |
93.0 |
0.9 |
<-70 |
<-70 |
| 3 |
91.1 |
80.1 |
11.0 |
<-70 |
〈-70 |
| 4 |
93.4 |
90.2 |
3.2 |
<-70 |
<-70 |
| 5 |
93.1 |
83.4 |
9.7 |
<-70 |
〈-70 |
| 6 |
31.3 |
30.8 |
0.5 |
<-70 |
<-70 |
| 硅酮微孔结构间隔条 双道密封 |
| 1 |
92.2 |
92.2 |
0.7 |
<-70 |
〈-70 |
| 2 |
93.0 |
92.5 |
0.5 |
<-70 |
<-70 |
| 3 |
93.9 |
92.9 |
1.0 |
<-70 |
〈-70 |
| 4 |
92.8 |
92.0 |
0.8 |
<-70 |
<-70 |
| 5 |
93.6 |
91.8 |
1.8 |
<-70 |
〈-70 |
| 6 |
93.9 |
93.1 |
0.8 |
<-70 |
<-70 |
| 热融丁基胶 单道密封 |
| 1 |
89.5 |
89.1 |
0.4 |
<-70 |
〈-70 |
| 2 |
88.5 |
88.0 |
0.5 |
<-70 |
<-70 |
| 3 |
89.6 |
88.5 |
1.1 |
<-70 |
〈-70 |
| 4 |
88.7 |
88.2 |
0.5 |
<-70 |
<-70 |
| 5 |
90.6 |
89.6 |
1.0 |
<-70 |
〈-70 |
| 6 |
86.4 |
85.3 |
1.1 |
<-70 |
<-70 |
| 硅酮胶和聚异丁烯胶 双道密封 |
| 1 |
75.7 |
70.3 |
5.4 |
<-70 |
〈-70 |
| 2 |
77.7 |
破裂 |
- |
<-70 |
室温 |
| 3 |
82.3 |
77.5 |
4.8 |
<-70 |
〈-70 |
| 4 |
77.8 |
破裂 |
- |
<-70 |
室温 |
| 5 |
79.3 |
75.6 |
3.7 |
<-70 |
〈-70 |
| 6 |
77.9 |
68.7 |
9.2 |
<-70 |
<-70 |
表2 高温试验结果 氩气泄露率
| 样品描述 |
检测前氩气 |
检测后氩气 |
氩气泄露率 |
初始露点 |
检测后露点 |
| 铝箔复合式胶条 |
% |
% |
% |
0C |
0C |
| 1 |
96.9 |
95.8 |
1.1 |
-40 |
-60 |
| 2 |
95.0 |
94.2 |
0.8 |
-40 |
-65 |
| 3 |
97.5 |
97.3 |
0.3 |
-45 |
-60 |
| 4 |
92.7 |
91.3 |
1.4 |
-40 |
-60 |
| 5 |
97.4 |
96.5 |
0.9 |
-40 |
-60 |
| 6 |
97.2 |
96.3 |
0.9 |
-40 |
-60 |
| 聚硫胶与聚异丁烯胶 双道密封 |
| 1 |
88.8 |
87.7 |
1.1 |
<-70 |
〈-70 |
| 2 |
88.8 |
87.6 |
1.2 |
<-70 |
<-70 |
| 3 |
91.5 |
90.3 |
1.2 |
<-70 |
〈-70 |
| 4 |
35.3 |
0.5 |
34.8 |
<-70 |
5 |
| 5 |
82.0 |
81.7 |
0.3 |
<-70 |
〈-70 |
| 6 |
92.8 |
91.5 |
2.3 |
<-70 |
<-70 |
| 硅酮微孔结构间隔条 双道密封 |
| 1 |
89.3 |
88.3 |
1.0 |
<-70 |
〈-70 |
| 2 |
90.8 |
90.8 |
0.0 |
<-70 |
<-70 |
| 3 |
91.2 |
90.5 |
0.7 |
<-70 |
〈-70 |
| 4 |
93.5 |
92.7 |
0.8 |
<-70 |
<-70 |
| 5 |
92.9 |
91.3 |
1.6 |
<-70 |
〈-70 |
| 6 |
94.2 |
91.9 |
2.3 |
<-70 |
<-70 |
| 热融丁基胶 单道密封 |
| 1 |
89.7 |
88.7 |
1.0 |
<-70 |
〈-70 |
| 2 |
89.6 |
88.9 |
0.7 |
<-70 |
<-70 |
| 3 |
90.6 |
88.9 |
0.7 |
<-70 |
〈-70 |
| 4 |
84.9 |
0.5 |
84.5 |
<-70 |
<-70 |
| 5 |
87.0 |
85.7 |
1.3 |
<-70 |
〈-70 |
| 6 |
90.0 |
88.7 |
1.3 |
<-70 |
<-70 |
| 硅酮胶和聚异丁烯胶 双道密封 |
| 1 |
84.4 |
79.1 |
5.3 |
<-70 |
〈-70 |
| 2 |
83.3 |
75.3 |
8.0 |
<-70 |
〈-70 |
| 3 |
80.6 |
76.5 |
4.1 |
<-70 |
〈-70 |
| 4 |
77.4 |
74.3 |
3.1 |
<-70 |
〈-70 |
| 5 |
82.4 |
1.1 |
81.3 |
<-70 |
〈-70 |
| 6 |
71.6 |
65.0 |
6.6 |
<-70 |
<-70 |
表3 紫外线(化学雾)检验结果 氩气泄露率
| 样品描述 |
检测前氩气 |
检测后氩气 |
氩气泄露率 |
冷接触面 |
挥发气体雾 |
| 铝箔复合式胶条 |
% |
% |
% |
|
|
| 1 |
97.9 |
97.9 |
0.0 |
Low-E玻璃 |
有 |
| 2 |
89.7 |
89.1 |
0.6 |
白玻 |
无 |
| 3 |
96.7 |
96.2 |
0.5 |
白玻 |
无 |
| 聚硫胶与聚异丁烯胶 双道密封 |
| 1 |
93.8 |
93.8 |
0.0 |
Low-E玻璃 |
有 |
| 2 |
93 |
93.0 |
0.0 |
白玻 |
无 |
| 3 |
88.9 |
87.1 |
1.8 |
白玻 |
无 |
| 硅酮微孔结构间隔条 双道密封 |
| 1 |
92.6 |
91.1 |
1.5 |
Low-E玻璃 |
无 |
| 2 |
95.3 |
92.6 |
2.7 |
白玻 |
无 |
| 3 |
92.4 |
92.0 |
0.4 |
白玻 |
无 |
| 热融丁基胶 单道密封 |
| 1 |
88.7 |
4.8 |
83.9 |
Low-E玻璃 |
无 |
| 2 |
88.8 |
80.4 |
8.4 |
白玻 |
无 |
| 3 |
88.7 |
83.5 |
5.2 |
白玻 |
无 |
| 硅酮胶和聚异丁烯胶 双道密封 |
| 1 |
71.8 |
53.1 |
18.7 |
Low-E玻璃 |
无 |
| 2 |
79.2 |
70.5 |
8.7 |
白玻 |
无 |
| 3 |
77.4 |
67.4 |
10.0 |
白玻 |
无 |
8.2 填充惰性气体水平的差异
假定某一厂家送检的中空玻璃的氩气含量是相同的。但我们从表一发现送检的五组中空玻璃的初始氩气浓度是有差别的,因此这种假定是不正确的,会导致错误不准确的结论。
表中的中空玻璃氩气气体的含量有的高达99%,而有的却低至31%。产生氩气填充水平如此大的差异的原因可能是多种多样的,比如控制氧气填充速度的难度,填充过程结束时排气阀关闭的准确时间,以及排气孔和充气孔的位置等等。表中给出送检中空玻璃的初始氩气含量,平均水平都低于厂家所说的95%水平。有的组平均氩气水平为79%,有的高达92%。高低悬殊的初始氩气水平可以由表中给出的标准差看出。
8.3 中空玻璃的结构缺陷是导致氩气泄漏的主要原因
中空玻璃的初始氩气含量低可以认为是由中空玻璃的结构缺陷导致大量气体外泄造成的。操作人员不按操作规程操作容易被观察测定出来。例如,如果初始氩气的浓度低是由操作人员不认真和草率造成的(如不打头道密封胶、密封胶体带有针眼或使用有缺陷的插角等),则当中空玻璃到达送检试验中心时,氩气就会全部跑掉。此外,这些低初始浓度氩气的中空玻璃在加速老化试验后的氩气浓度会接近0%。这些中空玻璃为在浸热水试验显示出有结构缺陷的那些中空玻璃。
8.4 中空玻璃填充的氩气水平在加速老化试验前后是接近的
有些中空玻璃在加速老化试验后的氩气含量与试验前的初始氩气含量是接近的(见表1至表3)。例如,一些中空玻璃在加速老化试验前后的氩气含量分别为31.3%和30.8%,另一些分别为53.7%和53.1%。这表明中空玻璃的边缘密封和间隔密封塞是好的,但氩气充填不足。
8.5 中空玻璃的结构设计与氩气泄漏的关系
中空玻璃的结构设计会导致试验后氩气的大量泄漏,而与操作人员的操作无关。比如,在大气循环试验条件下,采用复合铝箔的橡胶条(又称舒适胶条)单道密封的中空玻璃会出现大量氩气泄漏(试验中的平均氩气泄漏率为33.66%),这是由于用于舒适胶条的丁基胶是一种工作温度区间有限的热塑橡胶,在高低温条件下会出现蠕变或因变硬变脆而丧失黏性。相比之下,采用硅酮胶的双道密封的中空玻璃的氩气泄漏率较低(平均为2.38%),这是因为硅酮胶是作为结构胶其耐候性质优异的缘故。
在高湿试验条件下,采用舒适胶条的单道密封中空玻璃对氩气的保持能力在所送检中空玻璃中表现却是最优的(平均为0.90%),这是因为舒适胶条的主要组成部分丁基胶的水气透过率最低的缘故。相比之下,采用硅酮胶的双道密封的中空玻璃的氧气在试验后泄漏却是最高的(平均为18.07%),这是因为硅酮胶的水气透过率最大的缘故。
由表1、表2和我们的上述讨论不难得出这样的结论,舒适胶条在温度较温暖且年温差不大或湿度大的地方较适用,而在年温差较大的地方(如我国的北方特别是东北地区),更适用的中空玻璃结构应该是双道密封结构。
特别值得注意的是,使用硅酮微孔间隔条(即超级间隔条)的双道密封的中空玻璃无论在大气循环试验还是在高湿试验中对氩气的保持能力表现都是十分优异的。使用超级间隔条的双道密封结构的中空玻璃在大气循环后氩气的泄漏率为0.93%,在高湿试验后氩气泄漏率为1.07%。换句话说,在送检的不同结构的中空玻璃中,只有超级间隔条在这两项试验中表现的都好。这是与中空玻璃采用了逆向双道密封结构(头道结构第二道密封)设计有直接关系。如果说加速老化试验代表5年的实际使用寿命的话,则0.93%的氩气泄漏率就表示氩气年泄漏率为0.19%。
|
|
| 发布时间:2007-04-12 |
信息来源:中国vwin.com德赢
|
|
 |
|
如果您有有关玻璃技术方面的文章想在本站发布,请将文章内容,作者简介以及作者的联系方式发邮件到news%boli.cn(发信时请将%换为@))或者打电话与我们联系,电话号码为:0335-8066305,我们审核无误后会尽快在该栏目发布。 |
|
|