| 钢化玻璃与硫化镍的探讨 |
点击:33579次 |
|
| 作者:信义玻璃工程(东莞)有限公司 penster |
摘要:钢化玻璃引起的“自爆”主要来自浮法玻璃本体中夹杂的硫化镍(Nis),为了降低钢化玻璃的自爆几率,目前国内较有规模的公司已采取了有效的工艺处理、检测方法来减少未来更多自爆的问题,综合了对硫化镍进一步的了解,采用新标准进行均质处理来降低钢化玻璃自爆的方法。
关键词:钢化玻璃、自爆、硫化镍、均质处理
近几年来,国内媒体时有传出钢化玻璃自爆的事件,其中主要是自爆后碎片在散落的过程对街上行走的人群造成轻微的伤害为主。钢化玻璃的自爆问题一直环绕着人们恐惧的思想理念,在人们不了解的情况下, “自爆”的字眼更被误认为空中炸弹、玻璃癌症。其实钢化玻璃自爆并没有想象中的可怕,钢化玻璃潜在的自爆问题一直倍受人们的关注,发展中国家的专家都试着采用有效手段遏制它的发生。原先在工厂内做引爆处理采用德国标准 DIN 18516:1990,但结果自爆率还是没有得到有效的控制。因此,随着EN 14179:2005标准的推出,不但缩短了加工时间,其中更加有效的降低因硫化镍造成自爆的可能性,更验证了它的引爆破损测试的可行性。
1 均质处理
玻璃深加工企业在完成钢化处理后增加均质处理,有效的降低自爆的几率。
 图片附件:图一.jpg 57.08K 图片附件:图一.jpg 57.08K

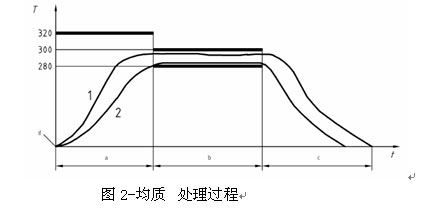
1.1 均质循环过程包括加热、恒温、和冷却三个阶段见图二。
图片附件:图二.jpg 10.76K

T 玻璃在任何点的温度,℃ d 周边温度
t 时间,小时 a 加热阶段
1 第一片玻璃达到280℃ b 恒温阶段
2 最后一片玻璃达到280℃ c 冷却阶段
1.2加热阶段
加热阶段开始于所有玻璃装进均质炉与周边温度开始接触,当最后一片玻璃达到280℃时结束。达到此温度的时间在校准程序中确定。此时间取决于均质炉的尺寸、处理玻璃的数量、玻璃之间的间隔和加热系统的加热能力。
备注1
玻璃间隔和加热速率应加以控制,使玻璃因热应力的破碎减少到最小化。
为促进有效加热,炉内空气温度可以超过320℃。然而,玻璃表面温度不可超过320℃。玻璃表面温度超过300℃的时间应最小化。
备注2
当玻璃温度超过300℃时,应注意确保玻璃特性没有明显改变。
1.3恒温阶段
恒温阶段开始于所有玻璃的表面温度达到280℃。持续时间为2小时。
为确保玻璃表面温度在整个恒温阶段中保持在290±10℃的范围内,均质炉需要精准操控。
1.4冷却阶段
冷却阶段开始于最后一片达到280℃的玻璃在结束恒温290±10℃2 个小时后。在此阶段玻璃温度应冷却到环境温度。
冷却阶段可以在炉内空气温度达到70℃时结束。
备注:冷却速率应加以控制,使玻璃因热应力的破碎减少到最小化。
1.5均质处理系统
1.5.1均质炉
均质炉应使用强制对流加热,利用不受限制的空气循环使每一片玻璃受热。若有玻璃破损,气流不可受到阻挡。炉体内的气流应和玻璃表面平行。
备注
空气进出口应设计成能确保玻璃碎片不会对其造成阻塞。
1.5.2玻璃摆放
玻璃应垂直或水平摆放。玻璃不可固定或采用夹紧装置夹住,应确保可以自由移动。
备注
垂直意为真正垂直或与任何垂直面相差15°。
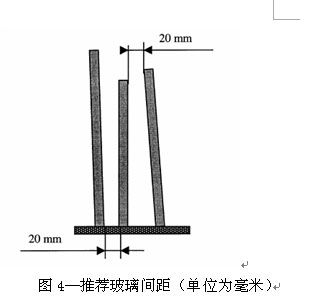
玻璃间距会影响气流、热量交换和加热时间。玻璃之间不可接触。
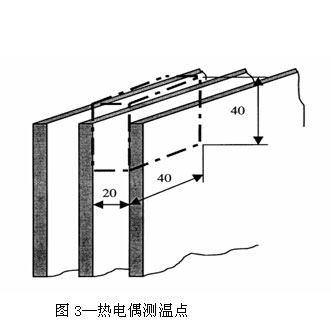
1.5.3玻璃间隔
玻璃之间应采用一种不影响气流的方式进行隔开。间隔物本身也应不阻碍气流。
图片附件:图三.jpg 14.51K

图片附件:图四.jpg 11.18K

2 硫化镍的来源
2.1浮法vwin平台怎么样
的安装过程中,熔窑内镍化合物的洁净度目前没有受到更多浮法玻璃生产企业的关注,其中主要有熔窑内钢结构焊接过后遗留下的焊头、焊渣。理性的讲,一个接缝在焊接时会产生上百个甚至上万个小的镍化合物也是很正常的,其实这也是直接影响整个窑炉产出浮法玻璃含镍量。表面看一片完好的钢化玻璃也许就因为含有大于60μm的硫化镍而缩短它的使用寿命。
2.2 原料也是一个不可忽视的问题,浮法玻璃的成份有石英砂(硅砂)、纯碱、芒硝、白云石、长石(钾长石、钠长石)、石灰石、助熔剂、澄清剂、着色剂、碎玻璃等,主要在硅砂、白云石、长石中也发现了微量的镍质成份。
3.自爆的原理
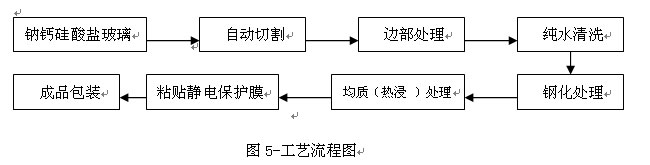
3.1钢化玻璃生产过程:
图片附件:图五.jpg 18.9K

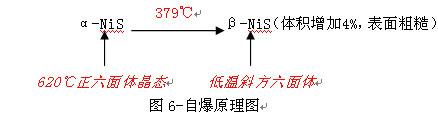
玻璃中含有硫化镍结晶物,NiS(硫化镍)在379℃时有一相变过程,从高温状态的α-NiS晶系转变为低温状态β-NiS晶系时,体积膨胀2%~4%,且表面粗糙。如果这些杂质是在钢化玻璃张应力区内,则体积膨胀就可能引起自发炸裂。
图片附件:图六.jpg 12.17K

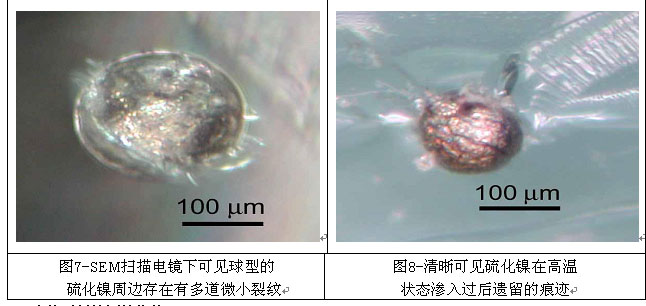
潜在自爆的钢化玻璃主要是硫化镍阶段性转变速度非常慢,硫化镍的晶相转变主要在产生高温和低温变化时,富镍体在高温时慢慢的膨胀,当温度慢慢的冷却时,由于含镍质体与玻璃体的膨胀系数具有较大的差别,造成本体带有应力的玻璃承受不了硫化镍在板心向外的挤压,浮法玻璃在生产退火时温度是均匀逐渐慢慢的冷却,但是在钢化过程中玻璃出风栅后快速需要高速的均匀冷却,两者之比,前者是因为玻璃体的应力没有达到自爆区域的临界点,所以不会产生自爆的现象,而后者主要在于玻璃的两个外表面是同步冷却,在没有得到相变时就已经被完全的包在玻璃体中,但这样仍然无法摆脱日后硫化镍的自爆,这种状态一般持续几年后因环境温度的变化致使玻璃破裂。钢化玻璃的制造和硫化镍的不稳定性,主要是玻璃在钢化炉内来回的摆动并均匀的加热, 当加热到680℃―720℃钢化温度时快速的到风栅冷却,在高风压提高强度高张力时,硫化镍的张力在边缘造成裂纹的扩大,当裂纹扩大到压应力无法均衡时就会破裂,也就是我们在加热后进行冷却时玻璃会裂的原因之一,硫化镍在38℃以上的高温环境下突然引起的骤冷也会造成自爆现象,硫化镍在SEM扫描电镜下状态:(见图七图八)
图片附件:图八.jpg 40.67K

3.离线无损检测的优势
为了杜绝工程完工后钢化玻璃自爆给业主或发展商留下的负面影响,幕墙公司可在产品的基础上增加20%―30%之间的价格要求玻璃深加工商采用EN 14179:2005标准进行均质处理,虽然均质处理不是法规中强制性的做法,但为了更好的防止自爆,也可以购买离线的检测设备在工地进行测试,从而减少因自爆造成的搭架、拆卸、补片、安装而带来高额的费用。
4.硫化镍引起自爆的区分
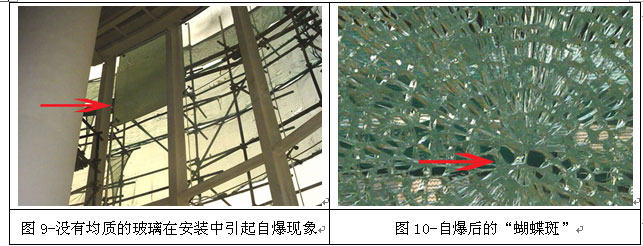
钢化玻璃因硫化镍而引起的自爆会在局部产生放射性裂纹,如果玻璃破碎后仍留在框内,则在破碎的起点处可以比较容易找到一个“8”字形或“蝴蝶斑”图案的特征,从自爆后的玻璃碎片中会产生的 “蝴蝶斑”,以倾斜45°的角度看,很容易在玻璃的板心看到一个较小的黑点置于“蝴蝶”中,正处于裂纹相交之间。
图片附件:图九.jpg 60.2K

结束语
钢化玻璃中硫化镍引起自爆的原因主要取决于环境温度引起张应力的相变,为了降低和防止钢化玻璃硫化镍引起的自爆,浮法玻璃生产企业可以采取有效的在线识别检测技术、深加工企业则在内部进行均质处理、离线检测等方法来降低自爆几率,为了钢化玻璃在未来得到更好的应用, 钢化玻璃的预防自爆技术更加值得进一步的去了解。
参考文献:
[1]EN 14179:2005 《Glass in building ―Heat soaked thermallytoughened soda limesilicate safety glass―Part 1: Definition and description》(S)
[2]The Achille Heel of a Wonderful Material: Toughened Glass PicaMS Dr Last review: January, 2006(J)
|
|
| 发布时间:2006-11-03 |
信息来源:中国vwin.com德赢
|
|
 |
|
如果您有有关玻璃技术方面的文章想在本站发布,请将文章内容,作者简介以及作者的联系方式发邮件到news%boli.cn(发信时请将%换为@))或者打电话与我们联系,电话号码为:0335-8066305,我们审核无误后会尽快在该栏目发布。 |
|
|