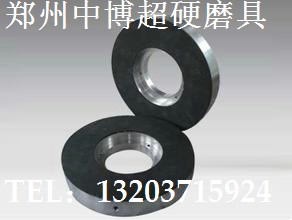
(零件)平面磨(研磨)用树脂结合剂CBN(立方氮化硼)端面磨砂轮。图片所示砂轮尺寸为外径250mm,中心孔130mm,CBN磨料层厚度5-6mm,基础为铝合金材料。定位面有螺纹孔平均分布。
高碳钢或者低碳钢工件铸造成型后,前期会进行车床的粗车加工和精车加工。这道工序因为碳钢本身硬度不高,用合金车刀就可以加工成形状。然后后续可以进行热处理或者是氮化处理工序来提高表面硬度。
一般热处理或者氮化处理后碳钢的表面硬度根据要求可以达到洛氏硬度HRC40-HRC70度之间,处理后工件都会有不同程度的变形情况。这种情况下就需要选择合适的砂轮进行磨床加工,抛光零件表面和达到最终尺寸的要求。一般企业会选择刚玉砂轮来磨加工,但工件表面硬度过高的情况下,刚玉砂轮磨损会比较快,这样就会造成零件尺寸不一致的情况。树脂结合剂CBN砂轮针对磨碳钢有很好的抛光性和耐磨性。批次零件磨出来的尺寸一致性非常高。工件表面磨出来的光洁度根据要求可以达到Ra0.8-Ra0.1之间。可以适合干磨条件和湿磨条件。
目前有不少厂家用金刚石砂轮冒充CBN磨盘使用,金刚石磨盘在磨碳钢的时候容易起热反应,温度过高的情况下金刚石就会表面碳化结晶,造成砂轮不耐用,磨损过快。请客户选择砂轮的时候不要因为金刚石砂轮便宜就拿来使用,这样会给生产上造成一定的损失。我工厂可以根据具体工艺要求来加工各种形状的CBN(立方氮化硼)端面磨砂轮。欢迎新老客户来电来图洽谈业务。
















