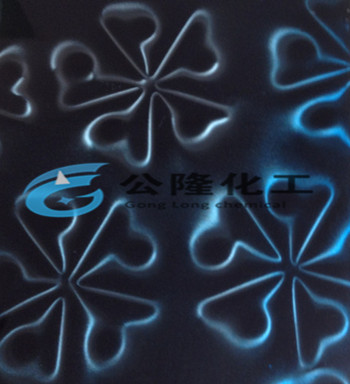
立体艺术玻璃操作工艺
立体艺术玻璃漆是由新发明的感磁颜料调成的油漆,在玻璃表面通过喷绘后出现立体反射而形成的一种特殊立体效果的玻璃加工的工艺产品。该产品经过磁床的磁力作用,使感磁颜料的排列按磁力线的方向进行,从而产生不同的光折射,形成颜色的差异而产生立体感。
调漆比例:
感磁油漆:固化剂:稀释剂=2:1:1
设备:
由于磁力的穿透力是有限的,6mm以下的玻璃只要平放于磁床上磁力足够穿透形成清晰的图案,而以上的就需要增加设备来实现该工艺。设备的核心即是调整玻璃与磁床的平面距离达到磁力充分作用到玻璃表面,以形成清晰的图案。距离不同,图案的变化是很明显的。
操作流程
调油――过滤――喷涂――图案定型――干燥――封底――干燥――磨边――成品。
1、 根据产品需要将感磁油漆和固化剂按比例混合均匀。
2、 用200目以上的滤布过滤,清除杂质。
3、 选用合适的喷枪均匀喷涂,喷涂的厚度会影响到图案的层次,线条清晰,成本的高低,要慎重掌握。
4、 定型前的油漆状态应该是粘稠状,有利于磁力作用时发生定向排列,当定型完成后,油漆应处于表干状,即手触干,不粘手。此时移开磁床图案也不会变形。适当增加风吹干也会缩短定型时间。
5、 将已定型好的玻璃移到通风的地方自干2小时或80℃烘烤30分钟,使油漆充分干燥。
6、 选用深色,暗色的油漆封底,衬托上述玻璃的立体效果。
7、 自干4小时以上或加温干燥30分钟。
8、 开介磨边,到成品包装。
注意事项:
1、 涂层厚度的影响:喷涂时以立体漆开成一层雾状为宜,均匀散布,定型时可看出清晰的图案,明暗分明。涂层过薄,线条太浅,影响效果。涂层过厚,无显著的明暗变化,增加定型时间,增加成本。
2、 图案定型前油漆干燥程度的影响:
当立体漆喷涂到玻璃的表面后要注意涂层干燥程度,以粘稠感时去定型为宜,超时后定型会受到影响,因为过于干燥时油漆层已无法按磁力线排列,无法移位,难以形成立体图案。过稀时定型,会增加定型时间,线条会出现干裂的现象。
3、 磁床的制作与磁力强度的影响:
尽量选用强磁做为骨架,普磁做为增补,保证每一块磁铁的磁性排列一致(拿一块磁铁依次试每一个磁铁或斥或吸,这样会使图案清晰有层次,还可以降低成本。












