为满足个人和玻璃加工企业的需要,我们于2007年推出一套功能相当简化的排料软件《极限切割2007个人版》。该软件提供的排料算法常用的功能,算法较版本2006功能更为强大,速度稍低于版本2006。
一、基本操作
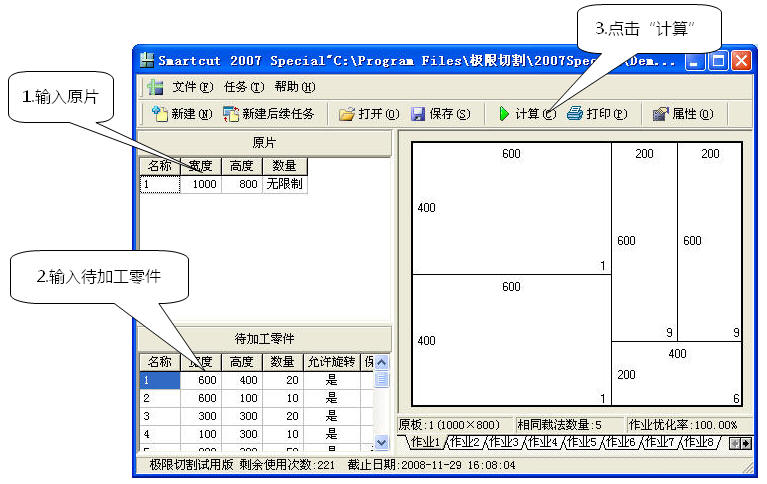
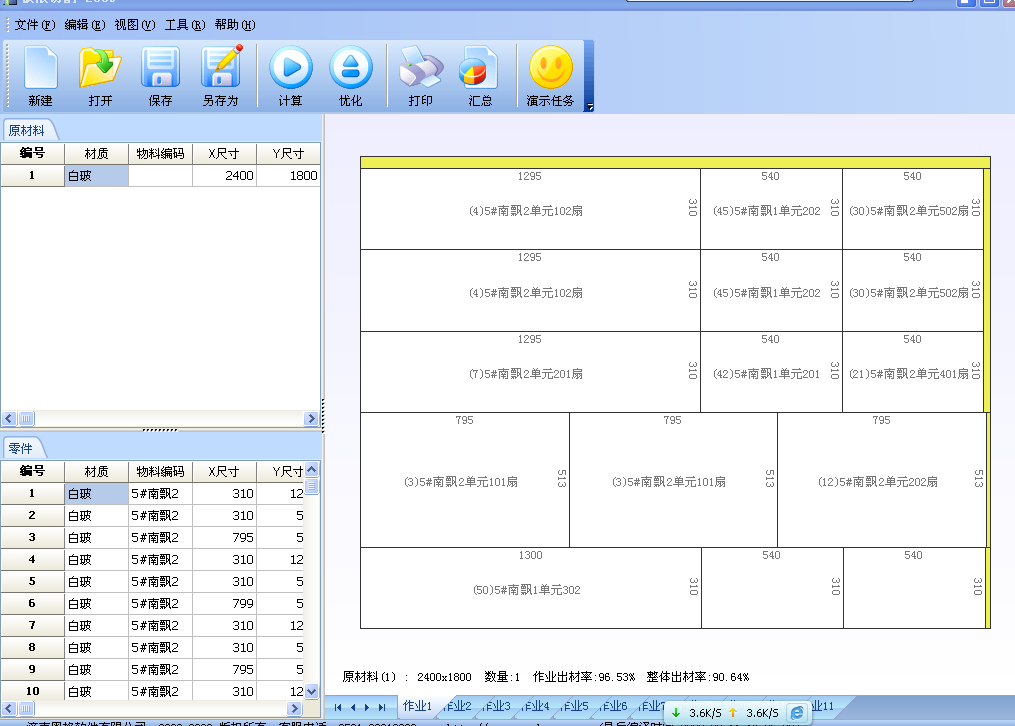
基本操作很简单,输入原片数据、输入待加工零件数据、点击“计算”,一个完美的排料方案就算出来了。
数据表格操作非常人性化,输入数据,按回车键光标自动移到下一个单元格。比Excel操作还简单。
二、创建后续任务,巧妙建立流水化作业
完成一个任务后,大部分用户的后续任务都是在前一个任务的原片库的基础上,再加上当前任务所剩余的切割余料,继续下一个任务。《极限切割2007个人版》提供了“创建后续任务”的功能,利用这个功能,用户可以持续流水作业。
程序还提供了“导入原材料”操作,允许用户从一个旧的切割任务中导入原材料,这样可以避免重复录入原材料。
如果您愿意建立一个“永久”性的原片库,可以通过系统属性设置来实现。
三、灵活的余料处理
《极限切割2007个人版》的余料处理非常完备,允许用户定义若干最小切割矩形作为余料的条件。如果剩余材料能加工其中任何一个最小切割矩形,该剩余材料就被作为余料处理,否则,作为废料处理。
四、纹理处理
提供了基本纹理处理功能,但不具备《极限切割2006专业版》中强大的纹理分组自动优化功能。不过本版本软件主要用户是小型玻璃切割加工企业,这些基本的纹理处理能力一般足够用了。要知道,许多玻璃开料优化软件根本不支持纹理处理。
五、切割设备的约束
通常切割设备要求直线切割(这就是常说的“一刀切”),本软件允许设置如下参数:
刀口宽度――又称“锯缝”。一般对于玻璃和金属剪扳机,该参数应设为0。
刀口长度――对于玻璃切割来讲,该数值应改为无穷大,系统默认为99999999毫米。对于金属剪板机来说,该数值是剪板机的最大切割长度。
最小切割尺寸――由于工艺的要求,零件或余料尺寸太小时,可能无法切割。例如玻璃“掰边距”的概念就是这样,当零件或余料尺寸小于掰边距时,零件是无法分片的。 |